Technology
Spray type coating
-
Incoming Inspection
All supplied substrates are inspected before pre-baking to check any damages or unfollowed the edge against our criteria.
-
Pre-baking
By pre-baking the substrate, we remove any of the contamination and the oils that may be present so that the coating will adhere properly.
* Pre-baking temp will be up to 400°C. If any concerns, please contact to us.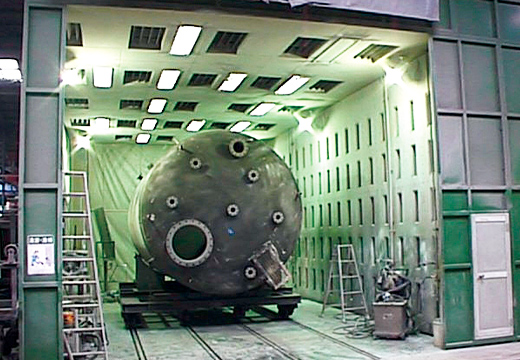
-
Pre-Treatment
There can still be scales, corrosion, rust and even previous coatings on the surface. In order to wipe the slate completely clean and make the most out of coating, we will blast the substrate with aluminum oxide. Blasting naturally roughens up the surface of the substrate, removes the remaining causes of scales, corrosion, rust and even previous coatings, and increases surface area. Then, the area fluoropolymer adheres increases and adhesiveness gets better.

-
Primer
After the blasting, we mostly spray the primer as a first layer.
This primer plays as a glue between substrate and fluoropolymer.
However, some fluoropolymer has a self-adhesiveness, in that case, we skip this primer coating. -
Coating and Baking
It's coating time! While many coating companies, who expertize the mass-production like frying-pan, use generic machinery for this process, we make it a point to use the conventional, manual spray method.
This ensures a perfect coat every single time, making our customers extremely satisfied.
One note that there is a limitation of the thickness (2 digits µm) to be coated in a single process. So more thickness the customers require, more cycles (coating and baking) we need to achieve the designed film thickness.


-
Inspection
Before the shipment, we conducts a final inspection. The inspection items are determined and agreed upon the discussion with the customers.

-
Packing and Shipping
The surface of fluoropolymer is very sensitive, and easy to get damages. Therefore, we use appropriate packing materials and packaging methods to ensure safe delivery of the packages to our customers.
Rotation Lining ("Richil" Lining)
-
Incoming Inspection
All supplied substrates are inspected before pre-baking to check any damages or unfollowed the edge against our criteria.
-
Pre-baking
By pre-baking the substrate, we remove any of the contamination and the oils that may be present so that the coating will adhere properly.
* Pre-baking temp will be up to 400°C. If any concerns, please contact to us. -
Pre-Treatment
There can still be scales, corrosion, rust and even previous coatings on the surface. In order to wipe the slate completely clean and make the most out of coating, we will blast the substrate with aluminum oxide. Blasting naturally roughens up the area and enlarges the surface so that the coating will have more room to adhere.
-
Primer
After the blast, we mostly spray the primer as a first layer.
This primer plays as a glue between substrate and fluoropolymer.
However, some fluoropolymer has a self-adhesiveness, in that case, we skip this primer coating. -
Tooling attachment
Attaching the tooling to the substrate for preventing the spitting fluoropolymer from the apertural area.
-
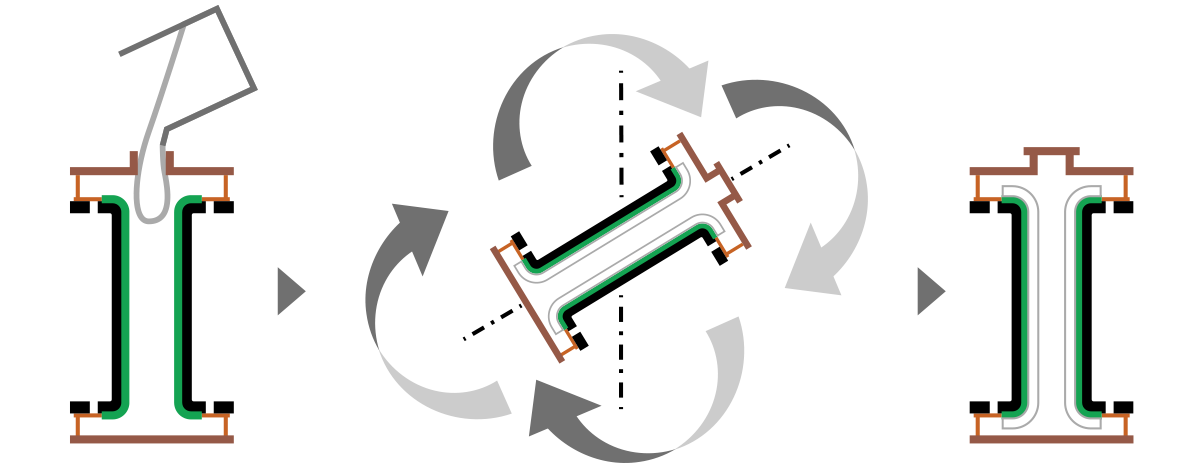
Lining and Baking
Rotation lining after attaching the tooling to the substrate, and set into the furnace, put the fluoropolymer into the substrate and bake with the suitable condition.

-
Tooling De-attachment
After rotation lining, detach the tooling from the substrate, and do finishing for clean appearance.
-
Inspection
Before the shipment, we conducts a final inspection. The inspection items are determined and agreed upon the discussion with the customers.
-
Packing and Shipping
The surface of fluoropolymer is very sensitive, and easy to get damages. Therefore, we use appropriate packing materials and packaging methods to ensure safe delivery of the packages to our customers.